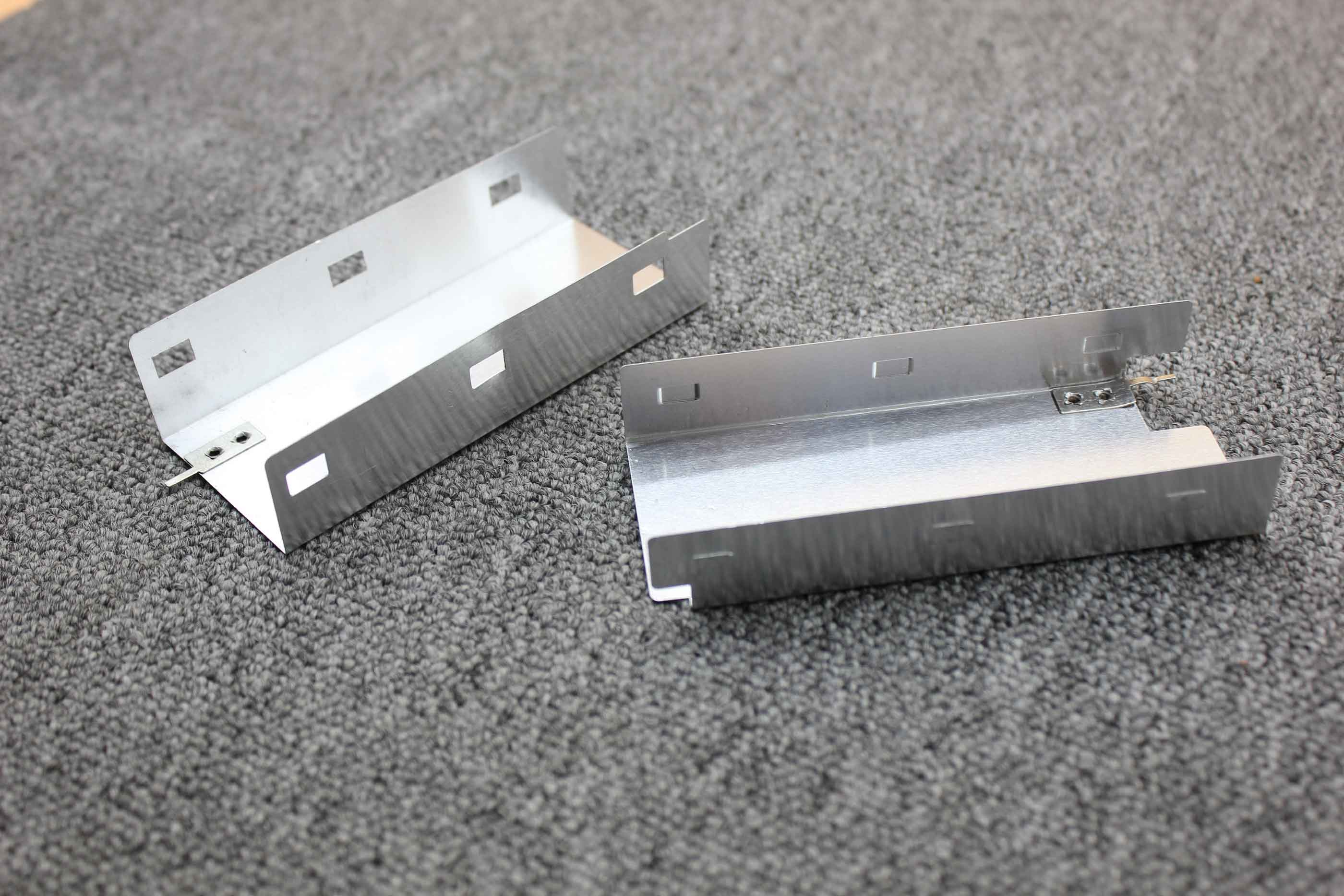
Compound tooling of stamping die: generally consists of one concave die and one punch or multiple concave dies and multiple punches, but only one punching process can be completed in one row when punching.
Compound tooling can be composite punching and blanking, punching and trimming, or bending processes. When the product volume is small or the product process is particularly complex, a single die is the appropriate choice.
The characteristics of compound tooling: the cost of the die is lower than that of the automatic progressive die, but the product price is higher than that of the progressive die, because the compound tooling uses multiple sets of dies and multiple presses to produce a single product. If the product volume is not large but the product will be repeatedly ordered for production, the single punch die process would be a better choice in this case.






Deep drawn refers to the flat plate material placed in the stamping die to make it into a barrel-shaped parts, such a change in shape known as continously drawn (deep drawn, deep stretching) , this process is called the drawn (deep drawn, deep stretching) process. In some applications, a product needs to be stretched several times till finished. When stretched more than twice, it is called deep drawn. A second or subsequent drawn is called a restretch. The drawing shape could be round, square, oval, special-shaped, etc.
Kingtigher have rich development and production experiences of stainless steel, aluminum alloy, titanium alloy, iron-nickel alloy, permalloy, nickel strip, carbon steel materials and other precision drawn parts .